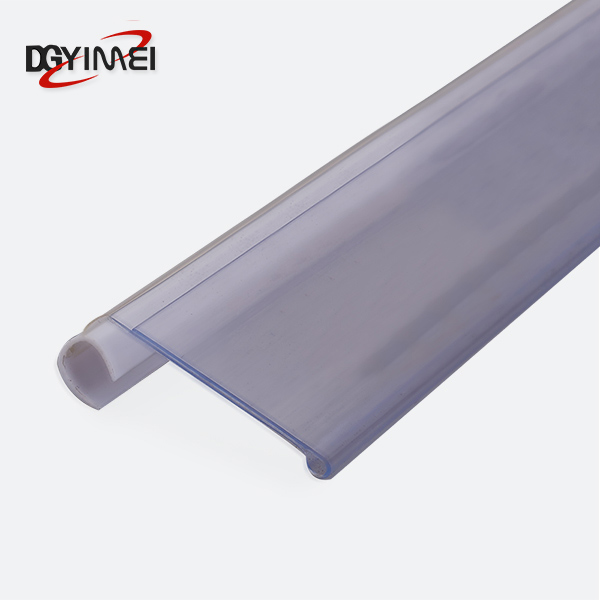
东莞市怡美塑胶制品有限公司浅谈一是PVC独特的性能(防雨,耐火,抗静电,易成型),二是PVC低投入高产量的特点.那么,PVC为什么能具有上述两大优呢?让东莞PVC异型材我们从其生产工艺上来找答案吧.
PVC的生产工艺并不复杂,普通的生产线一般由滚压机、印刷机、背涂机和切割机组成,主要是通过滚压机的直动搅拌,滚轴旋转以及高温滚压生产出厚度仅为0.3MM至0.7MM的薄膜,生产的同时并且通过印刷机在膜的正面印上花色,通过背涂机在膜的背面附上一层背涂.可不要小看这层背涂,它是PVC膜优质性能的一个重要保证.背涂由特殊材料组成,是一种高能亲和剂,正是由于这层背涂,PVC薄膜才能紧紧地和中密板或其它板材融合在一起,十年甚至十五年不开胶.而普通贴面膜在最大问题就是无法解决膜的脱落问题.由于整套生产过程都是在高温下(滚压机内温度达到220度)进行的,这就使PVC膜具有高抗光性和耐火性,保证PVC膜的高质量.当然,这对生产机器的要求很高,通常一套生产线的生产设备造价约为3千9百万马克,折合人民币约1.6亿元.但另一方面,PVC膜的生产工艺却相当简单,机器产量也很大,所以全面地看,PVC实际是一种低投入、高产量的产品.PVC异型材东莞市怡美塑胶制品有限公司
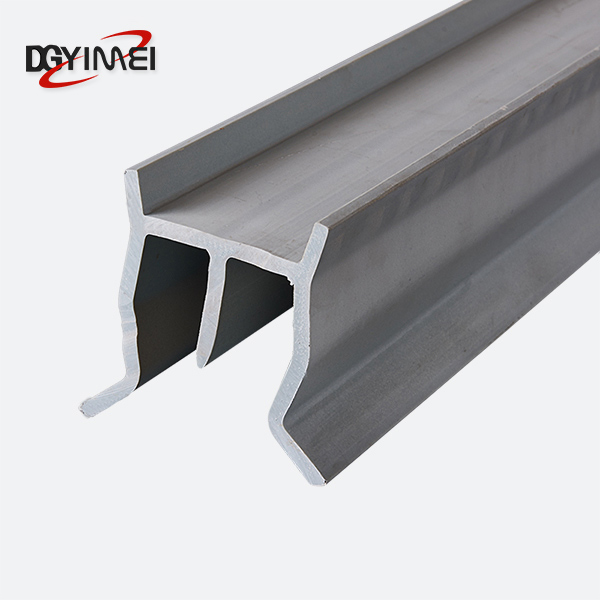
一、PVC异型材变型
型材内应力的存在,不仅使型材在使用中出现弯曲变形或开裂,同时也影响力学性能及表观质量。
(1) 型材内应力的成因:
1) 型材在成型过程中经过了挤压和拉伸,大分子取向存在着未松弛的高弹变形,主要集中在表层,使这些地方存在着较大的取向应力,取向的不均匀,导致内应力的不均匀。东莞市怡美塑胶制品有限公司
2) 型材在定型冷却阶段,当温度高于玻璃化转变温度时,塑料是黏弹性流体,并伴有应力松弛现象,当温度低于玻璃化转变温度时,塑料变成固体,固化时间与链段松弛速度之间很难充分适应,成型后的型材总会或多或少地冻结内应力。东莞市怡美塑胶制品有限公司
3) 型材在冷却定型阶段,由于冷却收缩不均匀,必然会引起型材内和外、上和下、左和右的体积温度的差异。
4) 型材长时间的存放,使用温度的改变,使用时受力情况的改变,型材都可能发生形变和开裂。
5) 中空型材壁厚不均,易产生冷却不均,厚壁处冷却慢,薄壁时冷却快,形成冷却速率的差异而引起内应力,解决方法:型材壁厚尽可能相等并均匀一致,若必须存在壁厚不等的情况,连接处应逐渐过渡避免截面的突变。必须在定型模具中适当加强厚壁处的冷却。
PVC异型材
(2) 内应力的大小与挤出温度、挤出压力、熔体在机内的停留时间等因素有关,提高温度可降低取向应力,但须注意因此出现收缩不均,体积温度应力增加的缺陷,降低挤出压力,有利于取向应力的降低,挤出速度过快,会引起较大的应力变形二、型材弯曲(一) 门窗型材的弯曲度不得大于2MM/M。引起弯曲的原因:除内应力过大外,还有以下:东莞市怡美塑胶制品有限公司
(1) 整条PVC异型材生产线应调整在一条中心线上,如果不在一条中心线上,当型材经过干式定型模进入水箱最后冷却时,就人为地使型材弯曲或扭曲,因此每一次更换模具都应对挤出机、机头、定型模,牵引机同心度和水平度进行准确校正。
(2) 由于异型材截面的非对称性,当牵引机的履带压在型材表面时,会使型材各面受力不均匀而产生变形,尤其是对薄壁型材影响更大,因此应将牵引机履带夹持力调节适当,牵引力保持恒定。
(3) 型材在贮存时,应放置平直,距热源1M以上,堆放高度也不超过1M,以免型材产生塑性变形,贮存温度不可太高,不要超过40℃。
(4) 机头口模出料不均,速度不一致是引起弯曲的主要因素之一,若机头流量不均可通过堵块、镶块调整四周出料均匀一致,若机头各面的温差大,应调整口模四周温度一致。东莞市怡美塑胶制品有限公司
三、PVC异型材气泡。裂纹、麻点
(1) 引起以上缺陷的原因主要有以下:
1) 各种材料中所含水分及易挥发物,严重超标,在挤出混合工序中又不能被充分排除,挥发物仍保留在材料内部,型材内部或表面就会出现气泡、经加热后型材明显出现气泡、裂痕和麻点。生产中一旦出现此类缺陷,首先应排除原材料造成的影响,其次在高速混合中制定合理的工艺条件,能有效排除挥发物。东莞市怡美塑胶制品有限公司
2) PVC是热稳定性差的热敏性塑料,尽管配方中有加入热定剂,如稳定剂不好或者因挤出工艺的弊端出现过热分解现象,所产生的氯化氢气体往往不能被充分排出而停留在材料内部,就会在型材断面或内表面上出现致密的小气孔,这类气孔的产生与挤出机的加热冷却系统对挤出温度的控制能力与均匀性有关。挤出温度不能过高,否则易产生过塑化并产生过多的气体残留在型材内甚至出现裂痕,挤出温度过低,物料塑化不良,未塑化的粒子使型材表面出面麻点、毛刺、粗糙。调整正确的工艺温度是控制物料塑化的关健。挤出加工过程中,热量主要来源于外加热源和剪切摩擦热,在开机初期热量主要来源于外加热,开机后剪切摩擦热不断增加,有时甚至会超过物料所需要的热量,这就需要将热量通过冷却系统散发,以防止热分解,因此挤出机的加热冷却系统应能保证挤出温度稳定,控制精度高。剪切摩擦热与螺杆转速,机头压力等因素有关,在生产中调整螺杆转速和机头压力使剪切摩擦热量合理,能在一定程度上改善加热冷却系统运行条件。
3) 气泡的产生,还与挤出机排气系统的功能有关。双螺杆在功能上分四个区:依次是供料区、压缩区、排气区和均化区,从供料区到压缩区的压力是逐步增大,到了排气区压力急剧下降,而均化区压力迅速上升。在排气区,气化的挥发物因压力聚降,很容易从熔体中逸出,在真空度不低于0.05MPA的条件下,从排气口处被排出机外。此外,挤出机的供料量与挤出量应基本平衡,当供料量大于挤出量时,多余的物料会在压力的作用下被不断地挤向压力低的排气孔处,导致物料从排气孔冒出,甚至会堵塞排气孔,失去排气功能。
4) PVC异型材产生气泡、裂纹、麻点时,可根据情况逐一排除,首先检查各种原料的挥发分,杂质是否超标,并对配方中的润滑剂、稳定剂的用量进行适当的调整,可适量增加润滑剂,降低剪切摩擦热,适度添加稳定剂保证物料的承温能力和热稳定性能,避免物料严重分解,其次,根据挤出机的工作特性,设置合理的温度,螺杆转速和挤出压力,再次检查真空度及排气孔的工作状况,保证排气畅通,密封良好,最后排查模具流道内有无死角。 还想咨询更多关于东莞PVC异型材的信息,欢迎大家咨询东莞市怡美塑胶制品有限公司(HTTP://WWW.YIMEIYXC.COM/)